Selective Laser Sintering
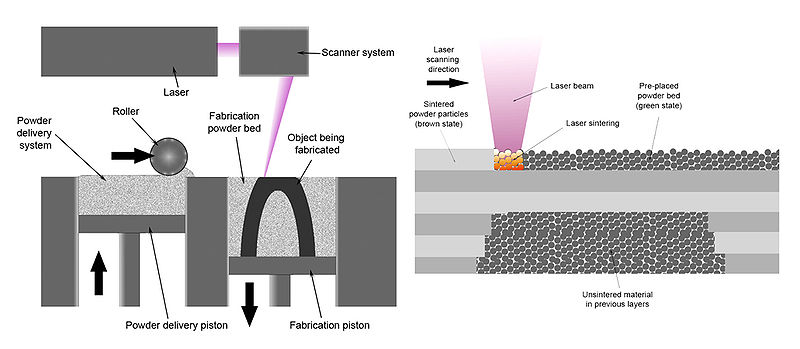
Selective laser sintering (SLS) is an additive manufacturing technique that uses a high power laser (for example, a carbon dioxide laser) to fuse small particles of plastic, metal (direct metal laser sintering), ceramic, or glass powders into a mass that has a desired 3-dimensional shape. The laser selectively fuses powdered material by scanning cross-sections generated from a 3-D digital description of the part (for example from a CAD file or scan data) on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness, a new layer of material is applied on top, and the process is repeated until the part is completed.
Because finished part density depends on peak laser power, rather than laser duration, a SLS machine typically uses a pulsed laser. The SLS machine preheats the bulk powder material in the powder bed somewhat below its melting point, to make it easier for the laser to raise the temperature of the selected regions the rest of the way to the melting point.
Some SLS machines use single-component powder, such as direct metal laser sintering. However, most SLS machines use two-component powders, typically either coated powder or a powder mixture. In single-component powders, the laser melts only the outer surface of the particles (surface melting), fusing the solid non-melted cores to each other and to the previous layer.
Compared to other methods of additive manufacturing, SLS can produce parts from a relatively wide range of commercially available powder materials. These include polymers such as nylon, (neat, glass-filled or with other fillers) or polystyrene, metals including steel, titanium, alloy mixtures, and composites and green sand. The physical process can be full melting, partial melting, or liquid-phase sintering. Depending on the material, up to 100% density can be achieved with material properties comparable to those from conventional manufacturing methods. In many cases large numbers of parts can be packed within the powder bed, allowing very high productivity.
SLS is performed by machines called SLS systems. SLS technology is in wide use around the world due to its ability to easily make very complex geometries directly from digital CAD data. While it began as a way to build prototype parts early in the design cycle, it is increasingly being used in limited-run manufacturing to produce end-use parts. One less expected and rapidly growing application of SLS is its use in art.
SLS was developed and patented by Dr. Carl Deckard at the University of Texas at Austin in the mid-1980s, under sponsorship of DARPA. A similar process was patented without being commercialized by R.F. Housholder in 1979.
Unlike some other additive manufacturing processes, such as stereolithography (SLA) and fused deposition modeling (FDM), SLS does not require support structures due to the fact that the part being constructed is surrounded by unsintered powder at all times.