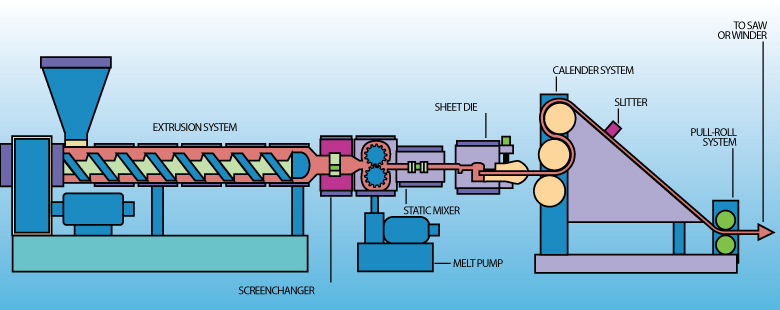
Sheet extrusion
We talk about sheet extrusion when the die exit is much more wide then high. Because of the high material flow through the die and the need to melt all this material the proces is slower then with for example tube extrusion. Production speeds are much slower, sometimes by a factor of 10. Average speeds are 0,05 m/s depending on material properties and equipment.
Calibration can be done with a roller press or calender roll and controlled cooling. When texture is required a special engraved roll can be used.
The process is a derivative of normal extrusion.