Plaatextrusie
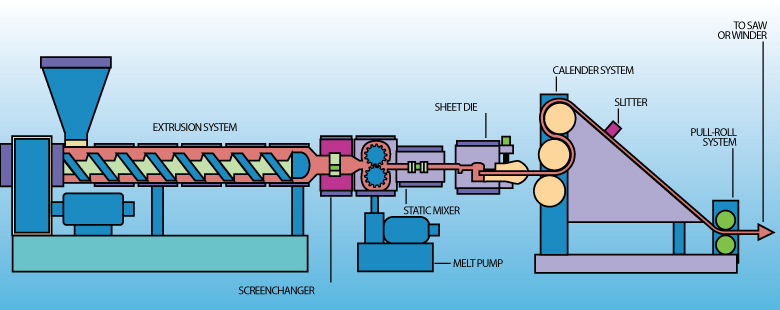
Bij het extruderen van plaat is de spuitmond vele malen breder dan hoog. Omdat er grote hoeveelheden materiaal tegelijk uit de extrusiemal komt ligt de productiesnelheid een stuk lager dan bij bijvoorbeeld buisextrusie. Dit scheelt een factor tien. Gemiddeld zal de snelheid 0,05 m/s zijn, dit hangt echter sterk af van het soort materiaal en de bijbehorende eigenschappen.
Kalibreren en koelen kan gedaan worden met behulp van een wals. Oppervlakte structuur kan met behulp van geprofileerde rollen aangebracht worden.
Het proces is een afgeleide van extruderen.